Cắt laser là một lựa chọn tuyệt vời để cắt các hình dạng hoặc thiết kế phức tạp từ kim loại tấm. Độ chính xác, độ lặp lại, tốc độ và quá trình cắt không tiếp xúc của máy cắt laser mang lại lợi thế lớn trong việc gia công tấm kim loại. Nhưng cắt kim loại tấm bằng laser hoạt động như thế nào? Có loại laser cụ thể cho các ứng dụng kim loại tấm không? Bài viết này thảo luận về việc cắt kim loại tấm bằng laser, bao gồm các kỹ thuật cắt và các kim loại tấm khác nhau được sử dụng trong quá trình cắt bằng laser.
Cách hoạt động của cắt laser kim loại tấm
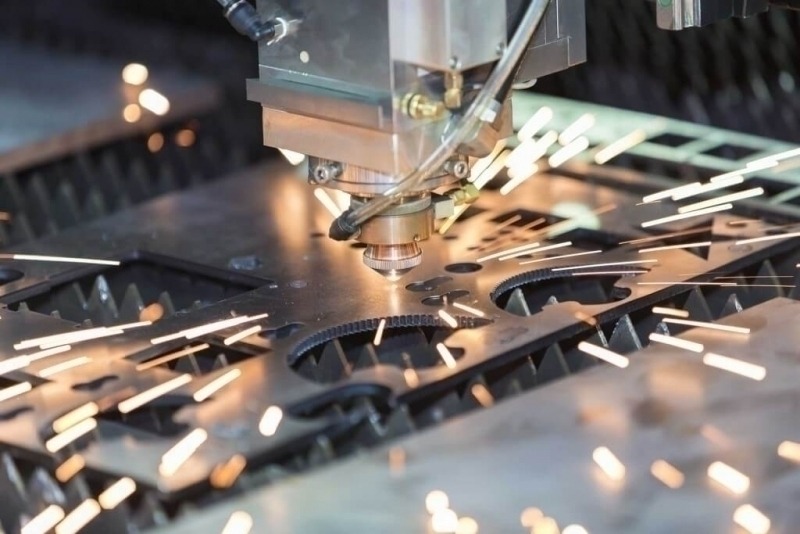
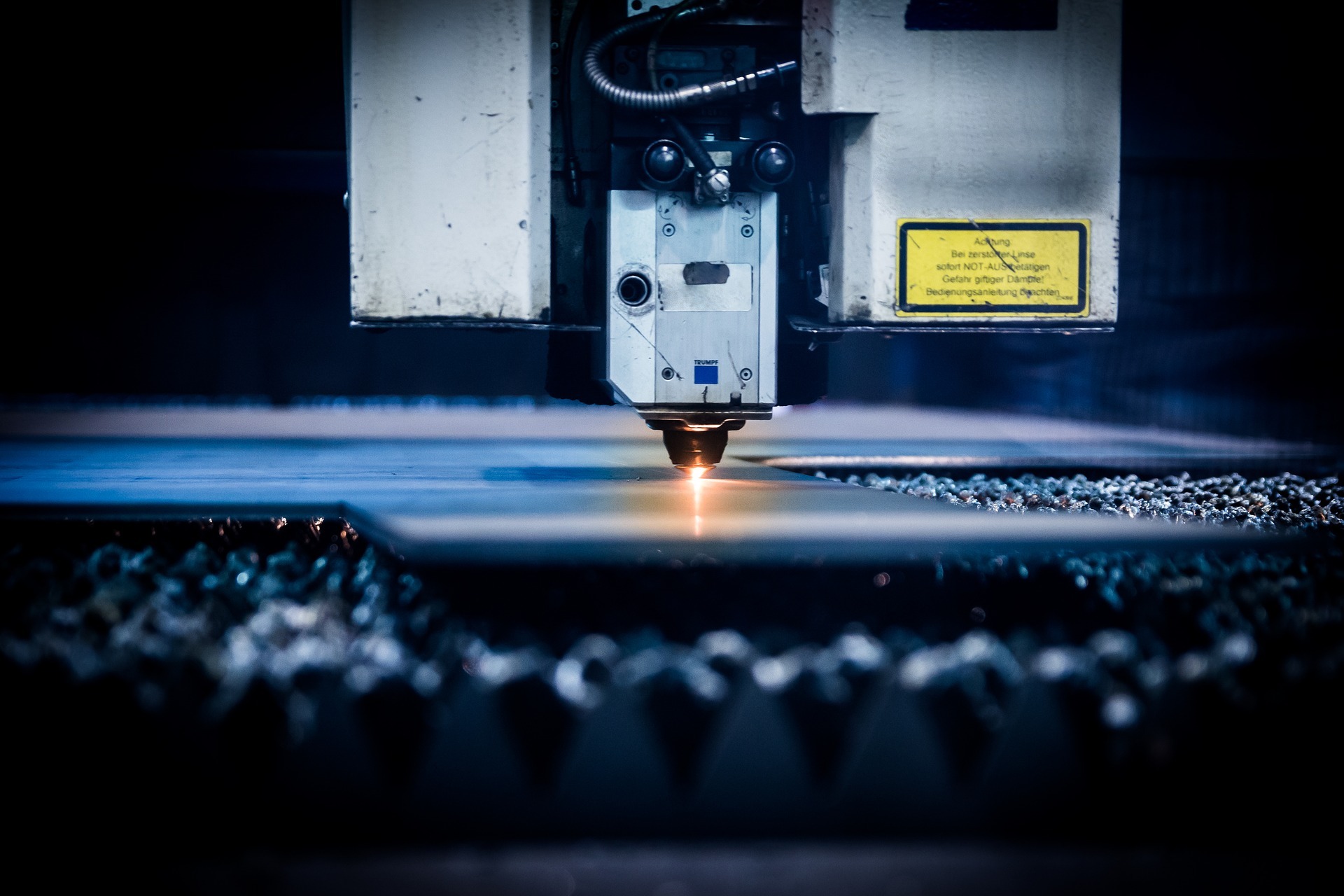
Cắt laser kim loại tấm hoạt động bằng cách tập trung chùm tia laser vào một điểm hẹp. Nhiệt lượng cục bộ được tạo ra bởi chùm tia laser cường độ cao làm bốc hơi kim loại có hoặc không có sự hỗ trợ của khí phụ trợ, trong khi một hệ thống máy tính hướng dẫn chuyển động của đầu laser, tạo ra đường cắt mong muốn.
Quy trình cắt laser kim loại tấm
Dưới đây là các quy trình cắt laser kim loại tấm bạn nên biết:
– Giai đoạn CAD / CAM
Phần mềm CAD trong gia công cơ khí được sử dụng để chuẩn bị thiết kế và xuất tệp ở các định dạng vectơ như AI, EPS, SVG, EPS, DXF, v.v., được hỗ trợ bởi hầu hết các phần mềm điều khiển laser.
– Giai đoạn kiểm soát
Hầu hết các phần mềm điều khiển được sử dụng với máy cắt laser có thể nhập và sử dụng các tệp thiết kế trực tiếp từ phần mềm CAD. Ngoài ra, nó tạo ra một đường chạy dao từ thiết kế đã nhập, tích hợp chức năng của phần mềm CAM.
Phần mềm điều khiển là phần mềm điều khiển các chuyển động của máy. Bạn có thể điều chỉnh tốc độ cắt, công suất laser và các thông số laser khác thông qua chúng. Điều này đòi hỏi bạn phải tìm hiểu về các thông số khác nhau liên quan đến quá trình cắt bằng laser và các cài đặt tối ưu của chúng cho các kim loại khác nhau để thực hiện các vết cắt sạch.
Bật laser và cắt kim loại
Quá trình cắt bao gồm việc loại bỏ vật liệu và máy cắt laser loại bỏ vật liệu bằng cách đốt nóng kim loại và nấu chảy hoặc làm bốc hơi. Tuy nhiên, khả năng loại bỏ vật liệu của máy cắt laser phụ thuộc vào một số đặc tính nhất định của vật liệu gia công.
Vật liệu tối hơn hấp thụ nhiều năng lượng laser hơn và vật liệu có màu sáng hơn có xu hướng phản xạ ánh sáng laser. Do đó, inox mạ màu đen dễ cắt bằng tia laser hơn inox trơn. Hơn nữa, các vật liệu dẫn nhiệt tốt, như kim loại, sẽ từ từ tản nhiệt do chùm tia laze truyền ra và cần năng lượng tia laze cao hơn để cắt. Tùy thuộc vào loại kim loại được cắt, các kỹ thuật cắt laser khác nhau được sử dụng để tạo ra các vết cắt hiệu quả.
Kỹ thuật cắt bằng tia laser
Cắt bằng tia laser còn được gọi là cắt bằng tia laser phản ứng. Nó sử dụng quá trình oxy hóa được kích hoạt bởi một tia khí oxy để cắt qua kim loại tấm.
Đầu tiên, kim loại được tiếp xúc với một khí phản ứng, và sau đó một chùm tia laze được chiếu vào nó. Nhiệt do tia laser gây ra gây ra phản ứng hóa học giữa khí và kim loại. Phản ứng làm cho kim loại nóng chảy, và dòng khí có áp suất cao thổi bay kim loại nóng chảy. Quá trình này cải thiện đáng kể tốc độ cắt và cho phép bạn cắt thép dày đến 3cm
Kỹ thuật nấu chảy và thổi
Kỹ thuật nung chảy và thổi còn được gọi là cắt hợp nhất. Kỹ thuật cắt laser này chủ yếu được sử dụng để cắt laser nhôm và cắt laser Inox. Tại đây, tấm kim loại được làm nóng chảy bằng tia laser, và sau đó nó được thổi bằng các khí quá trình như argon hoặc nitơ.
Không giống như cắt laser ngọn lửa, khí phụ được sử dụng trong quá trình này không tạo điều kiện thuận lợi cho việc đốt cháy và nấu chảy kim loại. Thổi khí được sử dụng để hạn chế ảnh hưởng của quá trình oxy hóa trên bề mặt cắt. Nó cung cấp một cạnh cắt mịn, mà trong hầu hết các trường hợp không yêu cầu xử lý thêm.
Độ mịn của vết cắt phụ thuộc vào độ dày, loại kim loại, áp suất khí, công suất laser, tốc độ tiến dao và điểm lấy nét. Sử dụng phương pháp nung chảy và thổi, bạn có thể cắt sạch hầu hết các kim loại, bao gồm nhôm, coban, đồng, molypden, niken, titan và vonfram.
Vai trò của khí xử lý trong kim loại tấm cắt bằng laser
Trong khi cắt kim loại bằng laser, việc sử dụng khí quá trình là điều cần thiết. Hai loại khí được sử dụng phổ biến nhất là oxy và nitơ. Oxy chủ yếu được sử dụng khi cắt laser thép vì nó hỗ trợ quá trình đốt cháy và giảm công suất cần thiết cho tia laser để cắt.
Tuy nhiên, lớp oxy hóa hình thành trên bề mặt cắt không tốt cho quá trình hàn hoặc sơn tĩnh điện. Mặc dù, sử dụng oxy trong quá trình cắt giảm đáng kể chi phí vận hành vì nó chỉ cần lượng khí ít hơn 10-15 lần so với nitơ. Nitơ được sử dụng khi chất lượng của bề mặt cắt là yếu tố quan trọng hoặc yêu cầu môi trường trơ. Tuy nhiên, vì nitơ
là chất trơ nên nó không giúp quá trình phản ứng diễn ra thuận lợi trong quá trình đốt cháy.
Cắt kim loại tấm sử dụng loại laser nào?
Chùm tia laze có thể được sản xuất bằng nhiều phương pháp khác nhau. Công suất của chùm tia laze và bước sóng
– Cắt kim loại tấm bằng Laser CO2
Máy cắt laser CO2 tạo ra chùm tia laser bằng cách kích thích các nguyên tử CO2 trong một ống chứa đầy khí. Hỗn hợp khí thường bao gồm carbon dioxide, nitơ, hydro và heli. Chùm tia laze được tạo ra nằm trong dải phổ hồng ngoại, có bước sóng 9.300, 10.200 hoặc 10.600 nm.
Sau đó, chùm tia laser được dẫn đến đầu cắt bằng cách sử dụng một loạt gương phản xạ cao và thấu kính hội tụ. Bước sóng của laser CO2 không dễ bị kim loại hấp thụ, do đó cần phải sử dụng laser CO2 công suất cao , điều này làm tăng giá thành của máy cắt laser .
Cắt Laser CO2 hoạt động ở dải kilo-watt là lựa chọn tốt nhất để cắt kim loại. Sử dụng cùng công suất laser 4kW, bạn có thể cắt tấm nhôm dày 0,25 “ở tốc độ 40 ipm và có thể cắt thép nhẹ dày 0,2” ở tốc độ 150 ipm. Tuy nhiên, bước sóng của laser CO 2 không hiệu quả trong việc cắt các kim loại phản chiếu như đồng thau và đồng
– Cắt kim loại tấm bằng Laser sợi quang
Laser sợi quang hoạt động ở bước sóng ngắn hơn, bất cứ nơi nào trong khoảng từ 780 nm đến 2200 nm. Chúng phù hợp nhất cho các ứng dụng đánh dấu, khắc và cắt kim loại. Ở bước sóng này, kim loại có tỷ lệ hấp thụ cao hơn, làm cho ngay cả kim loại phản chiếu cũng hấp thụ và sử dụng hiệu quả năng lượng từ tia laser sợi quang. Điều này làm cho chúng trở thành lựa chọn tốt nhất để cắt các vật liệu phản chiếu cao như nhôm, đồng và đồng thau. Laser sợi quang lý tưởng để làm việc với các tấm kim loại mỏng có độ dày lên đến 5 mm.
Ngoài ra, chúng có thể cắt các tấm kim loại với tốc độ cao hơn (nhanh hơn gần ba lần so với C02) vì điểm lấy nét nhỏ của chúng. Tuy nhiên, khi được sử dụng trên các vật liệu dày hơn, tiêu điểm nhỏ sẽ gờ trên mép cắt. Bạn có thể khắc phục điều này bằng cách điều chỉnh chiều cao tiêu cự của tia laser trong quá trình cắt để đưa nó xuống dưới bề mặt vật liệu.
Mặc dù laser sợi quang là laser trạng thái rắn, laser sợi quang khác với laser diode vì có sự khác biệt đáng kể trong hoạt động và khả năng của chúng.

– Cắt tấm kim loại bằng Laser Diode Trực tiếp (DDL)
Direct-Diode Laser (DDL) là một loại laser tinh thể kết hợp các chùm tia laser từ nhiều nguồn laser diode thành một chùm tia laser kết hợp chuẩn trực duy nhất với công suất cao. Như tên cho thấy, những tia laser này được bơm bằng cách sử dụng điốt laser. Sau đó, tia laser từ diode được phóng vào tinh thể. Sự pha tạp trong tinh thể sẽ khuếch đại chùm tia và tăng công suất lên các mức phù hợp để cắt. Diode laser thường hoạt động ở bước sóng tần số thấp 1,064 nm. Bước sóng thấp hơn có nghĩa là cường độ và công suất cao hơn, làm cho chúng thích hợp cho các hoạt động kim loại.
Bước sóng cụ thể này cũng đảm bảo rằng nhiều năng lượng được hấp thụ hơn khi sử dụng trên các kim loại như nhôm và đồng. Nó có thể cắt hầu hết các kim loại với tốc độ nhanh hơn gần 10% – 20% so với laser sợi quang và nhanh hơn khoảng 80% đối với nhôm.
Cắt laser DDL vẫn chưa trở thành xu hướng chủ đạo để gia công kim loại tấm. Nghiên cứu và phát triển quy mô lớn vẫn đang diễn ra trên công nghệ cắt laser này.
Các tấm kim loại chủ yếu được cắt bằng laser
Có nhiều loại vật liệu kim loại được cắt bằng laser, dưới đây là các kim loại chủ yếu được cắt bằng laser mang lại hiệu quả cao:
– Thép carbon cắt bằng laser
Thép cacbon có nồng độ cacbon cao, giúp tăng cường độ bền của kim loại và khó cắt hơn. Bởi vì vật liệu tự nhiên phức tạp và chắc chắn, kỹ thuật cắt phản ứng có hỗ trợ oxy là kỹ thuật tốt nhất để cắt chúng.
– Cắt laser thép nhẹ
Cắt laser Thép nhẹ cho kết quả nhanh hơn khi được cắt bằng quá trình phản ứng sử dụng oxy, đẩy nhanh quá trình đốt cháy. Sử dụng oxy làm khí phụ dẫn đến quá trình oxy hóa lưỡi cắt, mang lại bề mặt tối ưu cho các quy trình hàn hoặc sơn tĩnh điện trong tương lai.
Trong khi đó, khí nitơ tạo ra các vết cắt sạch hơn với bề mặt hoàn thiện tốt hơn và lý tưởng để cắt thép nhẹ có độ dày khoảng 4mm.
– Cắt laser Thép không gỉ
Cắt laser Thép không gỉ có một lượng nhỏ crom được thêm vào, giúp cải thiện khả năng chống ăn mòn. Mặc dù nó không có tác dụng tương tự như cacbon, nhưng crom làm giảm độ dẻo và làm cho kim loại khó cắt hơn.
Thép không gỉ nói chung sẽ yêu cầu công suất laser nhiều hơn thép nhẹ vì nó có xu hướng phản xạ chùm tia laser. Sử dụng sợi quang hoặc tia laser DDL sẽ giúp giảm ảnh hưởng của phản xạ.
– Cắt laser nhôm
Nhôm là kim loại có hệ số phản xạ cao và dẫn nhiệt cực tốt. Nó mềm hơn, dễ uốn hơn và nhẹ hơn thép không gỉ. Laser sợi quang là một lựa chọn tuyệt vời để cắt nhôm bằng laser. Sử dụng hỗ trợ oxy để cắt nhôm bằng tia laser tạo ra một cạnh cắt thô.
Trong khi đó, hỗ trợ nitơ là lý tưởng cho việc cắt nhôm bằng laser vì nó tạo ra một đường cắt mịn với bề mặt hoàn thiện tốt.
– Cắt laser Titan
Titan được biết đến với độ bền, chống ăn mòn, phản ứng hóa học, sức mạnh và trọng lượng nhẹ. Những đặc tính này khiến nó trở thành vật liệu lý tưởng để sản xuất máy bay, thiết bị cấy ghép y tế và đồ trang sức.
Cắt titan bằng laser cũng gần tương tự như cắt thép không gỉ. Cả hai đều hoạt động trên các tia laser giống nhau và sử dụng cùng một loại khí hỗ trợ. Mặc dù titan cứng hơn một chút so với thép không gỉ, vì vậy bạn sẽ không thể cắt titan ở cùng độ dày như thép không gỉ. Điều thú vị là titan nhẹ hơn gần 40% so với thép không gỉ. Laser CO 2 với sự
hỗ trợ của nitơ hoặc argon là tốt nhất để có được bề mặt hoàn thiện mịn trên các tấm titan.
– Cắt laser đồng và đồng thau
Tỷ lệ hấp thụ thấp của chùm tia laser có bước sóng trong vùng hồng ngoại (IR) của quang phổ điện từ khiến đồng và đồng thau khó bị cắt. Bề mặt sáng bóng của đồng và đồng thau có xu hướng phản xạ ánh sáng laser hồng ngoại cao. Ví dụ, đồng nguyên chất phản xạ khoảng 95% bức xạ hồng ngoại ở trạng thái rắn.
Tuy nhiên, khả năng phản xạ tia laser của chúng giảm khi nhiệt độ tăng, và do đó, kim loại nóng chảy thường hấp thụ nhiều năng lượng laser hơn so với trạng thái rắn của nó. Chùm tia laze phản xạ có thể nguy hiểm nếu tiếp xúc với mắt của bạn.

Ưu điểm của công nghệ cắt laser kim loại tấm
Sử dụng laser cắt kim loại tấm mang lại nhiều ưu điểm cho quá trình tạo hình sản phẩm. Dưới đây là các ưu điểm nổi bật:
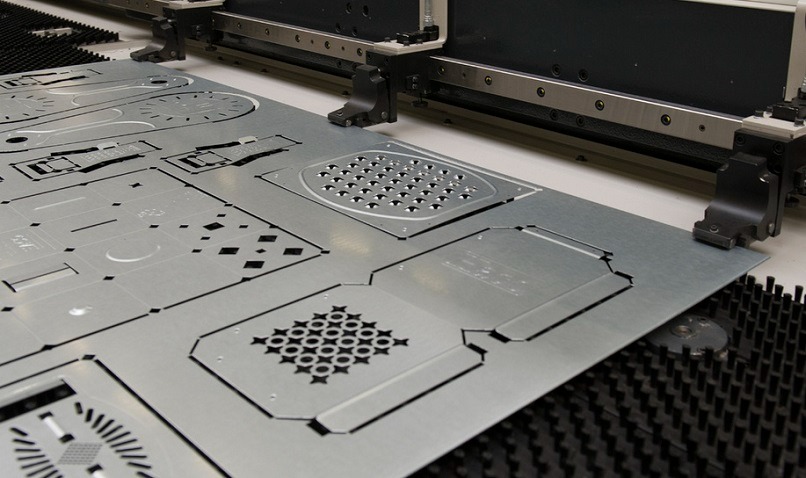
– Lãng phí vật liệu tối thiểu
Nhìn chung, đường cắt kerf trong cắt laser rất hẹp so với các phương pháp cắt khác. Cắt kerf đề cập đến chiều rộng của một vết cắt. Vì tia laser tạo ra những đường cắt hẹp nên chúng sử dụng tối đa phôi và rất tiết kiệm.
– Xử lý sau quá trình cắt dễ dàng
Cạnh cắt bằng tia laser thu được trên kim loại tấm rất sạch và mịn. Nó phụ thuộc vào công suất laser, tốc độ nạp liệu và khí xử lý.
Vì quy trình cắt bằng laser để lại vết cắt mịn, không có gờ trên kim loại tấm, nên trong hầu hết các trường hợp, bạn sẽ không cần phải xử lý thêm để đánh bóng cạnh cắt.
– Uyển chuyển
Các hoạt động đánh dấu, khắc và cắt có thể được thực hiện trên cùng một máy cắt laser vì bạn có thể linh hoạt tron việc điều chỉnh công suất, tốc độ và độ phân giải.
– Bản chất không tiếp xúc của cắt laser
Cắt laser là một quá trình không tiếp xúc vì không có tiếp xúc vật lý giữa dụng cụ cắt và phôi. Nó có nghĩa là chỉ có mài mòn dụng cụ, tiếng ồn và độ rung tối thiểu.Hơn nữa, bản chất không tiếp xúc của nó giúp loại bỏ nguy cơ phát triển ứng suất cơ học không mong muốn trong vật liệu, thường gây ra do mài mòn giữa dụng cụ và phôi.
– Độ chính xác
Máy cắt laser được điều khiển bằng máy tính nên mang lại độ chính xác cao trong hoạt động của chúng. Các cơ cấu truyền động và chuyển động tự động của chúng mang lại độ chính xác nâng cao so với các kỹ thuật cắt thủ công khác.
Những thách thức trong kim loại tấm cắt bằng laser
Xuyên qua một tấm kim loại là một bước có vấn đề trong quá trình cắt laser vì nó có thể gây ra hiện tượng tán xạ ngược, làm hỏng quang học hội tụ. Tuy nhiên, việc thực hiện các thao tác xuyên thấu ở chế độ xung sẽ làm giảm sự bắn tung tóe và sử dụng khí áp suất cao hỗ trợ thổi kim loại nóng chảy ra khỏi ống kính hội tụ, do đó ngăn nó bị hư hỏng.
– Yêu cầu Laser mạnh mẽ
Khả năng phản xạ và độ dẫn nhiệt cao của kim loại có nghĩa là chùm tia laze phải đủ mạnh để xuyên qua và cắt vật liệu mà không gặp bất kỳ khó khăn nào. Nó thường yêu cầu mức công suất đầu vào cao, từ 1kW đến 6kW.
– Chi phí ban đầu và chi phí vận hành cao
Hệ thống cắt laser dùng để cắt kim loại có chi phí ban đầu cao. Chúng cũng có mức tiêu thụ năng lượng và khí phụ trợ cao tùy thuộc vào loại laser được sử dụng. Điều này càng làm tăng chi phí hoạt động của họ.
– Đào tạo an toàn cắt Laser
Những nguy hiểm khi làm việc với tia laser đòi hỏi bạn phải tuân theo các quy định nghiêm ngặt về an toàn laser. Người vận hành phải được đào tạo bài bản và có kỹ năng về phần cứng và phần mềm. Đeo kính an toàn laser là một biện pháp phòng ngừa an toàn cần thiết.
Các tia laser hoạt động ở bước sóng bên ngoài quang phổ nhìn thấy được không thể nhìn thấy bằng mắt của bạn, vì vậy hãy đảm bảo rằng bạn luôn đeo kính an toàn trước khi bật máy laser.
Tấm kim loại có thể phản xạ chùm tia laser tới theo bất kỳ hướng ngẫu nhiên nào. Làm việc với những vật liệu như vậy mà không có kính bảo hộ là rất nguy hiểm.
Tags: 3d vina, hiệu chuẩn, hiệu chuẩn thiết bị, máy đo 2d, máy đo 3d, máy đo cmm, sửa máy đo 2d, sửa máy đo 3d, sửa máy đo cmm