Để tối đa hóa hiệu quả và giảm mức tiêu thụ nhiên liệu, nhiệt độ thoát ra của buồng đốt hiện tại vượt quá nhiệt độ nóng chảy của vật liệu cánh tuabin. Các bề mặt bên ngoài của cánh quạt được bảo vệ bằng màng làm mát, một quá trình trong đó không khí mát từ máy nén được thải ra ngoài qua các lỗ nhỏ trên cánh tuabin. Các lỗ làm mát được sản xuất chính xác là rất cần thiết để tránh hỏng hóc tua-bin và đảm bảo máy bay vận hành an toàn.
Kích thước nhỏ, phân bố hẹp và góc nghiêng đa dạng của các lỗ làm mát cánh quạt có thể khiến việc kiểm tra trở nên khó khăn. Hơn nữa, các lỗ làm mát được chế tạo bằng phương pháp gia công phóng điện bằng laser hoặc điện có thể có hình dạng không đều. Vì lý do chức năng, chúng thường được tạo một góc so với bề mặt hoặc nằm trong phần cong nhiều của cánh tuabin, gây khó khăn cho việc tiếp cận đầu dò.
Cùng với việc vượt qua những thách thức này, các nhà sản xuất có thể giảm lập trình đo lường và thời gian chu kỳ bằng cách sử dụng các giải pháp đo lường kết hợp các cảm biến tiếp xúc và không tiếp xúc trong khi tối ưu hóa vị trí phôi và đầu dò. Hexagon Manufacturing Intelligence cung cấp các giải pháp máy đo tọa độ đa cảm biến (CMM) cho phép căn chỉnh 3D chính xác cánh tuabin và kiểm tra vị trí cũng như kích thước của các lỗ làm mát trong một chu kỳ.
Công nghệ bổ sung như bàn quay tăng tốc quá trình đo bằng cách tự động căn chỉnh trục của từng lỗ làm mát song song với trục dọc của CMM. Phần mềm lưỡi cắt chuyên dụng cho phép các đường dẫn đo tự động quét và đánh giá các đặc điểm cấu hình của lưỡi cắt như đường tiếp tuyến, cạnh đầu và cạnh cuối cũng như độ dày của cấu hình trong một quy trình duy nhất.
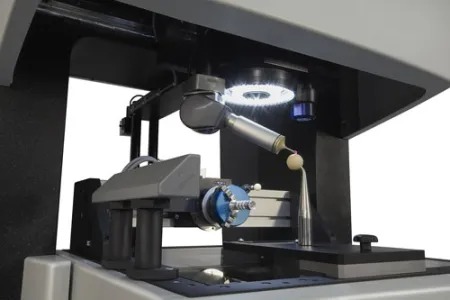 Với khái niệm đa cảm biến, máy đo tọa độ Optiv Performance 663/664 Dual Z tích hợp nhiều quy trình đo trong một máy duy nhất và do các tùy chọn Optiv Dual Z và Optiv Dual Rotary tùy chọn, có các công nghệ tiên tiến đảm bảo khả năng tiếp cận với nhiều loại khác nhau các tính năng trong khối lượng đo tổng thể và phép đo của chúng trong một lần kẹp.
Với khái niệm đa cảm biến, máy đo tọa độ Optiv Performance 663/664 Dual Z tích hợp nhiều quy trình đo trong một máy duy nhất và do các tùy chọn Optiv Dual Z và Optiv Dual Rotary tùy chọn, có các công nghệ tiên tiến đảm bảo khả năng tiếp cận với nhiều loại khác nhau các tính năng trong khối lượng đo tổng thể và phép đo của chúng trong một lần kẹp.
Căn chỉnh với Cảm biến xúc giác HP-S-X1
Căn chỉnh tọa độ của cánh tuabin xảy ra ở phần đế của nó, nơi tìm thấy các phần tử hình học điều khiển tương ứng. Các điểm đo cần thiết được ghi lại bằng cảm biến xúc giác HP-S-X1.
Đo đa cảm biến của các lỗ làm mát
Đầu tiên, vị trí và kích thước của lỗ được đo bằng cảm biến tầm nhìn. Máy ảnh có độ phân giải cao và hệ thống quang học chính xác có độ biến dạng thấp đảm bảo độ chính xác quang học tối đa. Một thách thức cụ thể là các lỗ làm mát được tạo ra bằng tia laser hoặc quá trình xói mòn có hình dạng không đều. Vì lý do chức năng, chúng thường được tạo một góc so với bề mặt hoặc nằm trong phần cong nhiều của cánh tuabin. Điều này làm cho các lỗ làm mát có hình bầu dục trong quá trình đo quang học. Giải pháp được cung cấp bởi phần mềm đo lường PC-DMIS CAD++ là một thuật toán xử lý hình ảnh chuyên dụng cho phép tính toán tâm điểm của lỗ dựa trên phép tính tâm diện tích.
Sử dụng các bàn quay xếp chồng lên nhau của Optiv Dual Rotary, trục của lỗ cần kiểm tra được căn chỉnh song song với trục cảm biến của máy đo tọa độ. Sau đó, hình dạng và vị trí của lỗ được xác định thông qua thăm dò bằng cảm biến xúc giác HP-S-X1 (ví dụ: đường kính đầu bi: 130 μm) ở độ sâu xác định.
Quét bề mặt bằng Cảm biến ánh sáng trắng màu
Các bề mặt dạng tự do có liên quan đến chức năng của cánh tuabin được số hóa bằng cách sử dụng quét hồ sơ với Cảm biến ánh sáng trắng màu ( CWS) trong cùng một bộ kẹp. Cảm biến điểm không tiếp xúc này cho phép quét 3D nhanh và không phụ thuộc vào bề mặt với mật độ điểm cao. Dữ liệu bề mặt thu được được đánh giá dựa trên bộ dữ liệu CAD đã nhập trong phần mềm đo PC-DMIS CAD++.
Để biết thêm thông tin: www.hexagonmi.com
Tags: 3d vina, hiệu chuẩn, hiệu chuẩn thiết bị, máy đo 2d, máy đo 3d, máy đo cmm, sửa máy đo 2d, sửa máy đo 3d, sửa máy đo cmm