Đối với các nhà sản xuất và nhà cung cấp ô tô, việc đạt được sự phù hợp chính xác cho các tấm thân xe và các công cụ của họ thường là một quá trình tốn nhiều thời gian liên quan đến nhiều thử nghiệm và sai sót. Với sự trợ giúp của các hệ thống đo lường 3D, nhà sản xuất ô tô Allgaier ở Đức đã giảm được tới 50% thời gian đo lường trong quá trình chế tạo, sản xuất và lắp ráp công cụ.
Trong vài năm qua, những chiếc xe lăn bánh khỏi dây chuyền sản xuất ngày nay đã trở nên nặng hơn đáng kể. Kích thước lớn hơn, động cơ mạnh hơn và các tính năng hiện đại để cải thiện sự an toàn và thoải mái đã dẫn đến việc tăng trọng lượng đáng kể trong những năm gần đây. Kết quả là, một số phương tiện hiện đại nặng hơn 500 kg so với những phương tiện trước đó vào năm 1980. Nhưng trọng lượng tăng thêm có nghĩa là mức tiêu thụ tăng và lượng khí thải carbon dioxide nhiều hơn. Ngay cả với những chiếc ô tô điện mới tiết kiệm năng lượng, kết cấu nhẹ đóng một vai trò quan trọng vì mỗi kg tăng thêm sẽ làm giảm phạm vi hoạt động của ô tô – điều này không đặc biệt hào phóng trong mọi trường hợp. Vì vậy, “ít hơn là nhiều hơn”đặc biệt đúng đối với sự phát triển của ô tô điện tử. Đây là lý do tại sao các nhà sản xuất ô tô và nhà cung cấp của họ ngày càng dựa vào việc sử dụng vật liệu xây dựng nhẹ để giảm trọng lượng của xe, đặc biệt là ở khu vực thùng xe.
Allgaier Automotive là một đối tác quan trọng của các nhà sản xuất ô tô trong quá trình này. “Nhu cầu không ngừng tăng lên. Vì lý do này, điều quan trọng là chúng tôi phải liên tục điều chỉnh các quy trình liên quan đến chất lượng của mình,” Alpay Örscüoglu, Trưởng bộ phận kinh doanh Press Shop tại Allgaier Automotive, nhận xét.
Tập đoàn Allgaier có trụ sở tại Uhingen, miền nam nước Đức. Được thành lập vào năm 1906, Tập đoàn đã cung cấp các bộ phận và công cụ ép từ những năm 1920. Ngày nay, các hoạt động của công ty chủ yếu tập trung vào hai lĩnh vực kinh doanh: Công nghệ xử lý và Ô tô. Allgaier Automotive là nhà cung cấp hệ thống cho ngành công nghiệp ô tô quốc tế và là công ty hàng đầu thế giới trong lĩnh vực tạo hình kim loại tấm.
“Lợi thế quan trọng mà chúng tôi có so với các đối thủ cạnh tranh là chúng tôi cung cấp các quy trình từ đầu đến cuối từ một nguồn duy nhất, ” Klaus Wetzstein, Trưởng bộ phận Kinh doanh Thân xe, giải thích, “từ phát triển, lập kế hoạch, thiết kế và xác nhận thông qua để xây dựng nguyên mẫu và sản xuất hàng loạt.
Yêu cầu đặt ra đối với kiểm soát chất lượng ngày càng tăng
Một đặc điểm khác của Allgaier Automotive được Örscüoglu nhấn mạnh là tính linh hoạt tuyệt vời của nó trong việc đáp ứng nhu cầu ngày càng tăng của thị trường và phát triển hơn nữa các công nghệ và phương pháp sản xuất hiện có, đồng thời đáp ứng các tiêu chuẩn chất lượng cao nhất. Để bảo vệ chất lượng, Allgaier đã sử dụng máy đo 3D của GOM trong chế tạo công cụ, sản xuất và lắp ráp bộ phận ép (một máy ở mỗi khu vực) kể từ tháng 8 năm 2016. “Kiểm soát chất lượng đã trở thành một phần quan trọng hơn nhiều trong các quy trình của chúng tôi trong những năm gần đây,” nhận xét Jürgen Straub, Trưởng bộ phận Quản lý Chất lượng của Ô tô. “Tuy nhiên, các kỹ thuật đo xúc giác truyền thống ngày càng chứng tỏ là một nút cổ chai, gây ra sự chậm trễ đáng kể trong một số trường hợp.”
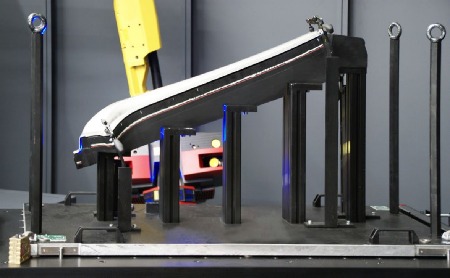
Vì Allgaier đã sử dụng thành công máy quét 3D thủ công của GOM trong chế tạo công cụ trong một số năm và do đó đã hiểu rõ về lợi thế của công nghệ đo quang học, nên Tập đoàn đã chọn đầu tư thêm ba máy đo 3D tự động vào năm 2015: một máy đo bộ phận kiểm soát chất lượng của các bộ phận ép, một bộ phận sản xuất để đo lường các bộ phận lắp ráp và một bộ phận khác dành cho nhà máy sản xuất ở Oelsnitz, Saxony. Máy được chọn là ATOS ScanBox 6130, thậm chí có thể chứa và đo các bộ phận thân xe lớn nhờ lối vào rộng. “Chúng tôi đã sử dụng nó để đo các tấm bên dài tới 3 m mà không gặp vấn đề gì,” Manuela Hausch, Giám đốc Công nghệ Đo lường, Xưởng dập và Sản xuất Linh kiện Thân xe, nhận xét.
Máy đo 3D dành cho chế tạo công cụ, kiểm tra hàng loạt và lắp ráp
 Thành phần cốt lõi của hệ thống ATOS ScanBox là máy quét 3D quang học ATOS Triple Scan. Máy quét sử dụng các quy trình chiếu rìa thay vì các điểm đo riêng lẻ để đo quang học toàn bộ hình dạng bề mặt của một thành phần dựa trên đám mây điểm có độ phân giải cao. Mô hình rìa được ghi lại bởi hai máy ảnh. Có thể ghi lại hình ảnh có độ chi tiết cao bao gồm hàng triệu điểm đo trong vòng vài giây mà không cần tiếp xúc vật lý. Phần mềm GOM tính toán tọa độ đối tượng ba chiều cho từng pixel camera. Lưới đa giác được tính toán mô tả các bề mặt dạng tự do và các yếu tố hình học, có thể được so sánh với bản vẽ hoặc trực tiếp với tập dữ liệu CAD trong phân tích hình dạng và kích thước. Các thuật toán đặc biệt cũng cho phép đo các cạnh với độ chính xác subpixel.
Thành phần cốt lõi của hệ thống ATOS ScanBox là máy quét 3D quang học ATOS Triple Scan. Máy quét sử dụng các quy trình chiếu rìa thay vì các điểm đo riêng lẻ để đo quang học toàn bộ hình dạng bề mặt của một thành phần dựa trên đám mây điểm có độ phân giải cao. Mô hình rìa được ghi lại bởi hai máy ảnh. Có thể ghi lại hình ảnh có độ chi tiết cao bao gồm hàng triệu điểm đo trong vòng vài giây mà không cần tiếp xúc vật lý. Phần mềm GOM tính toán tọa độ đối tượng ba chiều cho từng pixel camera. Lưới đa giác được tính toán mô tả các bề mặt dạng tự do và các yếu tố hình học, có thể được so sánh với bản vẽ hoặc trực tiếp với tập dữ liệu CAD trong phân tích hình dạng và kích thước. Các thuật toán đặc biệt cũng cho phép đo các cạnh với độ chính xác subpixel.
Hausch giải thích : “Nhờ phép đo toàn trường, toàn bộ phần thân xe có thể được quét rất nhanh so với công nghệ đo xúc giác và không có bất kỳ điểm mù nào . “Một lợi thế thực sự đáng kể khác so với các giao thức đo xúc giác là các ô màu. Mã màu giúp phát hiện các khu vực có vấn đề rất nhanh chóng và dễ dàng, vì vậy các nhà sản xuất công cụ của chúng tôi có thể nhìn thoáng qua nơi họ cần thực hiện một số chỉnh sửa.” Örscüoglu cho biết thêm: “ Với phép đo quang học, giờ đây chúng tôi có lợi thế là nhận được kết quả rất nhanh, vì vậy chúng tôi có thể can thiệp kịp thời vào quy trình sản xuất, cho dù chúng tôi đang xử lý một công cụ, bộ phận ép hay bộ phận lắp ráp.”
Allgaier sử dụng máy quét GOM trong toàn bộ chuỗi giá trị của mình. Thứ nhất, các công cụ được thiết kế trong CATIA V5. Sau đó, chúng được nghiền, lắp ráp, đo lường bằng hệ thống ATOS, hiệu chỉnh và cuối cùng được gửi đi thử nghiệm. Klaus Wetzstein, Trưởng bộ phận kinh doanh thân xe giải thích : “Đây là nơi phần kim loại tấm đầu tiên được ép lên chúng và phần thử nghiệm này được đo trong ô GOM . “Phần thử nghiệm đầu tiên thường luôn sai lệch theo một số cách nhất định so với hình học không có giá trị khi nó được đưa ra khỏi máy in.”
Phát hành công cụ nhanh hơn do kết quả đo toàn trường

Điều này là do tấm kim loại đã được kéo và ép lò xo trở lại hoặc bị biến dạng và do đó có các phép đo khác với dụng cụ. Khi nói đến bù lò xo, do đó, công cụ phải được thiết kế với kinh nghiệm tuyệt vời để nó không khớp với kích thước của bộ dữ liệu thành phần, mà thay vào đó bù cho hoạt động của bộ phận kim loại tấm và quá trình ảnh hưởng trong quá trình tạo hình . Straub giải thích : “Đó là sự kết hợp giữa trải nghiệm và cảm nhận theo cách của bạn – thứ mà chúng tôi phải chạy lại với từng thành phần . “Cách hoạt động của tấm kim loại phụ thuộc vào nhiều yếu tố, bao gồm vật liệu, độ dày vật liệu, mức độ biến dạng, bán kính uốn, v.v. Ngay cả nhà thiết kế giỏi nhất cũng không thể thiết kế một công cụ vừa vặn hoàn hảo ngay lần đầu tiên.”Do đó, một phép đo toàn trường của thành phần được thực hiện và dựa trên kết quả này, các hiệu chỉnh đối với công cụ được thực hiện và mô phỏng được điều chỉnh. Điều này được lặp lại cho đến khi thành phần xuất hiện từ công cụ gần với hình dạng rỗng.
Các vòng lặp này sau đó cũng được lặp lại trên máy ép và sau đó lặp lại với bộ phận lắp ráp. Wetzstein: “ Những bộ phận đầu tiên rời khỏi phòng giam của cửa hàng cơ thể và sau đó được mang đi đo. Chúng ta có thể thấy từ kết quả đo này của các bộ phận tiền sản xuất xem bộ phận đó có phù hợp để sản xuất hàng loạt hay không. Nếu câu trả lời là có, bộ truyện sẽ được phát hành. Nếu câu trả lời là không, máy ép hoặc ô cửa hàng cơ thể sẽ được điều chỉnh lại và nó được đo lại. Với ATOS ScanBox, đây là một
quá trình tương đối nhanh – tất nhiên đó là một phần thưởng rõ ràng cho chúng tôi. Các phép đo cũng được thực hiện trong quá trình sản xuất hàng loạt theo kế hoạch kiểm tra, theo các khoảng thời gian do khách hàng chỉ định.”
Tốc độ đo cao tối ưu hóa thử nghiệm hàng loạt
Một số khách hàng quy định ba phần mỗi lần nhấn, những người khác yêu cầu năm hoặc thậm chí nhiều hơn. “ Nhưng nhờ tốc độ của hệ thống GOM tự động, đây không còn là vấn đề nữa,” Hausch nói. “Ví dụ: chúng tôi vừa đo một chiếc mũ trùm đầu với thời gian tiết kiệm 50% so với đo xúc giác: Thay vì mất hai giờ để đo bộ phận, chúng tôi đã hoàn thành trong 45 phút. Và đó là một phần kim loại tấm có kích thước 1,60 m x 1,50 m. Hơn nữa, các báo cáo đo lường của hệ thống quét có nhiều thông tin hơn so với một giao thức đo lường xúc giác.”
Toàn bộ quy trình đo lường và kiểm tra chạy tự động cho đến báo cáo kiểm tra. Ví dụ, chức năng Hướng dẫn tự động của máy đo giúp lập trình trình tự đo dễ dàng hơn. Nếu kế hoạch kiểm tra đã được lưu dưới dạng mẫu trong hệ thống, có thể dễ dàng phát lại kế hoạch đó chỉ bằng cách nhấn nút. Sau đó, phân tích đo lường được tạo ở định dạng bắt buộc, ví dụ: dưới dạng bảng hoặc biểu đồ màu hiển thị độ lệch so với CAD.
Tính biểu cảm của kết quả đo lường đồ họa tăng tốc toàn bộ quy trình sản xuất
 Và Wetzstein thậm chí còn đi sâu vào chi tiết hơn: “Nhờ biểu diễn ô màu, chúng tôi có thể xác định rõ ràng trong giai đoạn vận hành thử, ví dụ, thành phần bị uốn cong như thế nào.” Vì vậy, người quản lý khởi nghiệp trong ô cửa hàng cơ thể có thể ngay lập tức hành động, đo lường lại và điều chỉnh lại mọi thứ cho đến khi anh ta đạt được mục tiêu. Trưởng bộ phận Kinh doanh Thân xe cho biết thêm: “Với hệ thống GOM, các sai lệch có thể được nhìn thấy ngay lập tức dựa trên màu sắc, trong khi trước đây chúng tôi phải mất hàng giờ để đánh giá và so sánh các điểm đo trên máy xúc giác. Đây là một bước nhảy vọt đối với chúng tôi trong lĩnh vực lắp ráp.”
Và Wetzstein thậm chí còn đi sâu vào chi tiết hơn: “Nhờ biểu diễn ô màu, chúng tôi có thể xác định rõ ràng trong giai đoạn vận hành thử, ví dụ, thành phần bị uốn cong như thế nào.” Vì vậy, người quản lý khởi nghiệp trong ô cửa hàng cơ thể có thể ngay lập tức hành động, đo lường lại và điều chỉnh lại mọi thứ cho đến khi anh ta đạt được mục tiêu. Trưởng bộ phận Kinh doanh Thân xe cho biết thêm: “Với hệ thống GOM, các sai lệch có thể được nhìn thấy ngay lập tức dựa trên màu sắc, trong khi trước đây chúng tôi phải mất hàng giờ để đánh giá và so sánh các điểm đo trên máy xúc giác. Đây là một bước nhảy vọt đối với chúng tôi trong lĩnh vực lắp ráp.”
Örscüoglu cũng vô cùng hài lòng với các hệ thống GOM: “Bây giờ, chúng tôi sẽ phát hiện và chống lại các sai lệch nhanh hơn đáng kể – cho dù trong công cụ, bộ phận ép hay bộ phận lắp ráp. Điều này sẽ tăng tốc đáng kể toàn bộ quá trình của chúng tôi, từ giai đoạn thiết kế đến bộ phận lắp ráp hoàn chỉnh.”
Để biết thêm thông tin: www,gom.com
Tags: 3d vina, hiệu chuẩn, hiệu chuẩn thiết bị, máy đo 2d, máy đo 3d, máy đo cmm, sửa máy đo 2d, sửa máy đo 3d, sửa máy đo cmm