Cách chọn kim đo cho máy đo không gian 3 chiều(máy đo 3D CMM)
Có nhiều nhân tố ảnh hưởng tới độ chính xác của phép đo máy CMM như :độ chính xác của máy, loại đầu đo sử dụng (kiểu chạm tiếp xúc hay quét) hoặc phương pháp chạm tối ưu, nhưng trong đó kim đo (thông số kỹ thuật và cấu hình của kim ) cũng góp phần ảnh hưởng tới độ chính xác của phép đo


Có 4 yếu tố chính trong việc lựa chọn kim đo ảnh hưởng tới độ chính xác của Máy:
1. Stylus ball sphericity (roundness): Độ tròn của đầu kim đo
Phần lớn các đầu kim đo có dạng hình cầu, được làm từ đá rubi tổng hợp. Độ tròn của các đầu kim đo ảnh hưởng tới 10% độ chính xác của máy. Độ tròn của đầu kim đo phổ biến nhất là cấp 5 và cấp 10 với độ tròn: 0,13 µm và 0,25 µm.
2. Stylus bending: khả năng chịu uốn của kim đo
Để giảm sử ảnh hưởng của yếu tố này, tất cả các kim đo đều được hiệu chuẩn bằng quả cầu hiệu chuẩn trước khi sử dụng. Các kim đo dài và các đầu nối dài đều được làm từ sợi carbon để làm giảm trọng lượng và độ cứng.
3. Thermal stability: sự ổn định nhiệt độ
Sự thay đổi nhiệt độ cũng là nguyên nhân gây ra sai số phép đo. Việc lựa chọn vật liệu kim đo sẽ làm giảm ảnh hưởng của sự thay đổi điều kiện môi trường, làm tăng độ chính xác của phép đo.
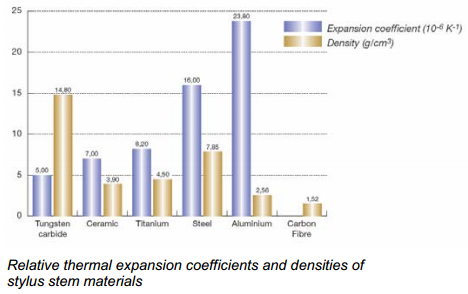
4. Stylus tip material selection: lựa chọn vật liệu cho đầu kim đo
Phần lớn trong các ứng dụng, các đầu đo đều được làm từ đá rubi
Ngoài ra còn có một số nguyên nhân khác như:
– Cỡ ren của kim đo cóa thích hợp với cảm biến chọn lựa
– Kiểu kim đo: thẳng, sao, xoay
– Kiểu đầu kim đo: cầu, đĩa, trụ hay bán cầu
– Kích thước của đầu đo là giảm tối thiểu sự ảnh hưởng của bề mặt nhám tới độ chính xác của phép đo.
Tags: 3d vina, Cách chọn kim đo cho máy đo không gian 3 chiều(máy đo 3D CMM), đo linh kiện nhựa, hiệu chuẩn, hiệu chuẩn thiết bị, máy đo 2d, máy đo 3d, máy đo cmm, sửa máy đo 2d, sửa máy đo 3d, sửa máy đo cmm